A typical shaft parts processing nc lathe
From:Taian Haishu Machinery Co.,Ltd. Updatetime:2016-4-19 9:28:04 Views:
Numerical control lathe several typical control lathe parts processing, CNC lathe processing
A typical shaft parts processing
1 part drawing process analysis
The parts surface by the cylinder, cone, along the arc, reverse and thread surface composition.Where multiple diameter size has a strict size accuracy and surface roughness requirements, such as robot;Spherical S phi 50?Size tolerance also have control of the spherical shape () line contour error.Dimensioning and complete outline description clearly.Parts material for 45 steel, no heat treatment and hardness requirements.
Through the above analysis, can use the following process measures.
(1) the pattern on the given several points of high dimension accuracy requirement, because of its tolerance value is small, so don't have to average at programming, and can all take its basic size.
(2) on the contour curve, there are three places for arc, two of them in both a quadrant and change the direction of feed contour curve, so should be mechanical clearance compensation when processing, to ensure the accuracy of the contour curve.
(3) to facilitate the clamping, the left ware should advance the car out of the clamping part (double dotted line), the right end should also rough turning out first and good center hole drilling.Phi 60 blank?Bar stock.
2 choose equipment
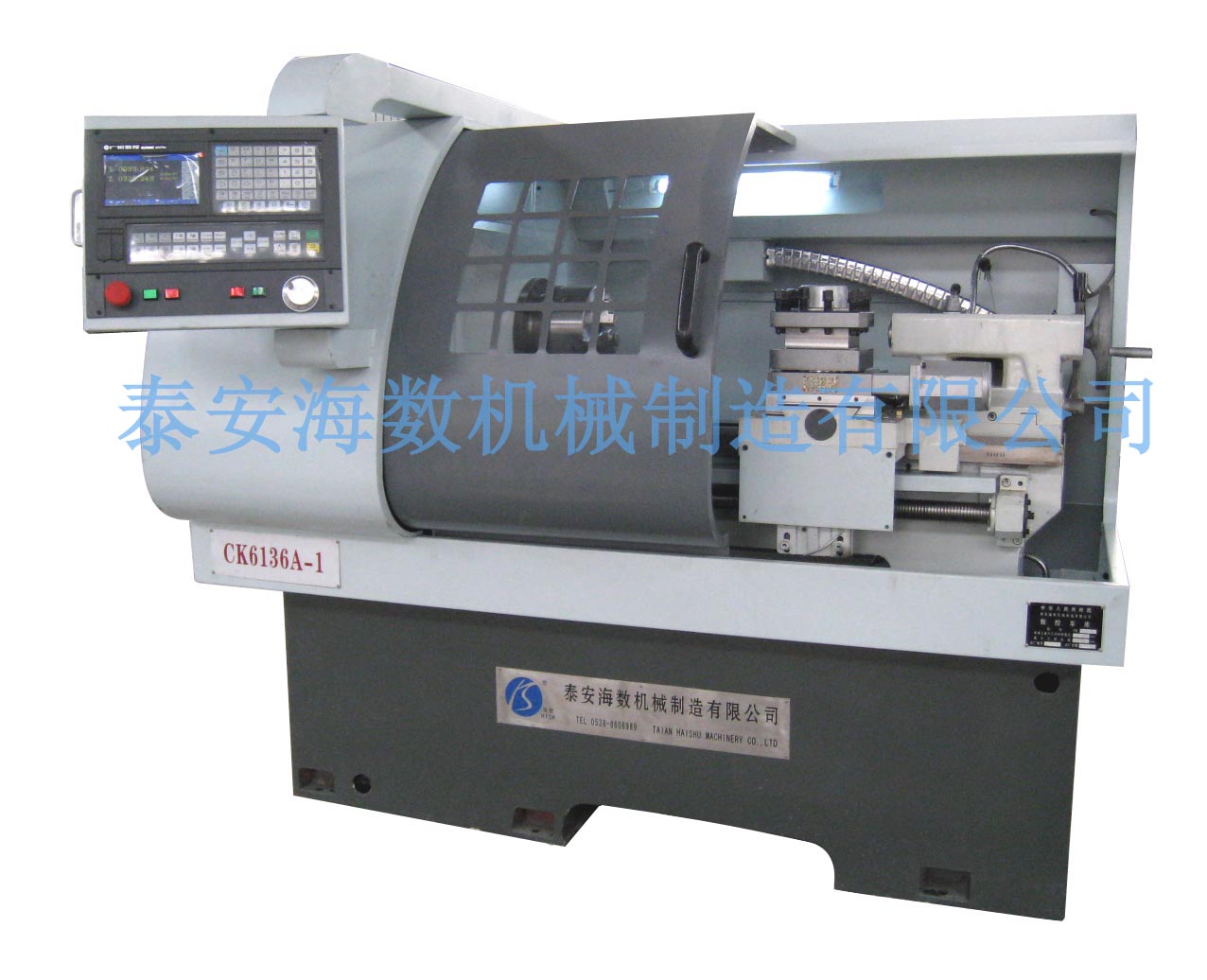
According to the shape of the processed parts and material conditions, choose TND360 numerical control lathe.
3 the locating datum and determine the parts
(1) positioning base billet axis and the left end face (design benchmark) for locating datum.
(2) the clamping method Left with three jaw self centering chuck centering clamp, the right end using activity top bearing way of clamping.
4 to determine the processing sequence and the feed line
Processing sequence from coarse to fine, from near to far (from right to left) principle to determine.(first from right to left for coarse car leave 0.25? Fine car allowance), then finish turning from right to left, the last thread cutting.
TND360 numerical control lathe with functions of coarse car circulation and thread loop, as long as the proper use of programming instructions, the machine tool numerical control system will automatically determine its feed line, therefore, the parts of coarse car circulation and thread loop does not need artificially determine its feed line (but need finish turning feed line).The parts from right to left along the parts surface finish turning feed.
5 tools selection
1) choose phi 5?Center drill hole drilling center.
(2) rough turning and flat face to choose 900 starboard carbide knives, to prevent cutter surface and the workpiece contour after deputy interference (or graphic method inspection), deputy Angle shoulds not be too small, kappa = 350 predominate.
(3) car select 900 carbide right knife, chooses 600 carbide threading tool cutting thread, outline point arc radius should be less than the minimum radius, take r = 0.15 ~ 0.2 epsilon?.
Will fill the selected tool parameters with nc machining tool (see table 1) in the card, so that the programming and operation management.
6 cutting parameter selection
(1) the choice of turning back Ap = 3 contour coarse car cycle?Ap = 0.25, refined car?;Ap = 0.4 thread coarse car?Chase, knife cut, ap = 0.1 fine car?.
(2) the choice of the spindle speed Car line and arc, choose to rough turning cutting speed vc = 90 m/min, finish turning cutting speed vc = 120 m/min, and then the formula of vc = PI dn / 1000 is used to calculate the spindle rotational speed n (rough turning diameter D = 60?, precision lathe work pieces of average diameter) : coarse car 500 r/min, fine car 1200 r/min.When threading, reference type (5-1) to calculate the spindle speed n = 320 r/min.
(3) the choice of feed speed Choose every turn feeding coarse and fine models, then according to the actual situation of processing 0.4 per turn feed for coarse car?/ r, micro motor, car every turn feed for 0.15?Vf = nf/r, according to the formula calculation car, feed speed, respectively 200 fine car?/ min and 180?/ min.
In front of the comprehensive analysis of the content, and fill in the nc machining process CARDS are shown in table 2.This table is the main basis of processing program and operators cooperate with CNC program in nc machining of guidance documents.Main content includes: steps work order, work content, the step of cutting tool and cutting parameter, etc.
We should not only learn to do, the mechanical transmission system, but also to do better, pay attention to and correct problems in the work: